This problem related to the tool life in single point turning operation can be solved using the Taylor’s Tool Life equation. The well-known Taylor’s Tool Life equation provides an exponential relationship between the tool life and cutting velocity. The generalized form of this equation is shown below. Here V indicates cutting velocity (m/min), T indicates tool life (min), the constant n is called Taylor’s Exponent, and another constant C is called the Taylor’s constant.
\[V{(T)^n} = C\]
Step-1: Formulate the problem to apply Taylor’s Tool Life equation
Here two sets of velocity and tool life are available. Say, originally the cutting tool exhibits T1 tool life when used under a velocity of V1. Now, if the velocity is reduced by 50% then (say V2) then the corresponding tool life is required to calculate. So the following two statements can be written.
(i) For T = T1, the V = V1
(ii) For T = T2 = ?, the V = V2 = (V1 / 2)
In these two cases, the workpiece material, tool material, feed, depth of cut, and cutting environment are unchanged. Thus the value of constants n and C will remain same for the two cases. Accordingly, the following two equations can be written based on the generalised expression of Taylor’s Tool Life equation.
\[{V_1}{({T_1})^n} = C\]
\[{V_2}{({T_2})^n} = C\]
Step-2: Determine change in the tool life when cutting speed is reduced by 50%
The intended relation between T1 and T2 can be easily obtained by solving above two equations. The value of Taylor’s exponent (n) is given in the question as n = 0.25. So the left hand sides of the above two equations can be equated for the same C value. Further solution can fetch the intended relation between initial and changed tool life. The detailed solution is given below.
\[\begin{array}{l}
{V_1}{({T_1})^n} = {V_2}{({T_2})^n}\\
\left( {\frac{{{V_1}}}{{{V_2}}}} \right) = {\left( {\frac{{{T_2}}}{{{T_1}}}} \right)^n}\\
\left\{ {\frac{{{V_1}}}{{\left( {\frac{{{V_1}}}{2}} \right)}}} \right\} = {\left( {\frac{{{T_2}}}{{{T_1}}}} \right)^{0.25}}\\
2 = {\left( {\frac{{{T_2}}}{{{T_1}}}} \right)^{0.25}}\\
{\left( 2 \right)^{1/0.25}} = \left( {\frac{{{T_2}}}{{{T_1}}}} \right)\\
\frac{{{T_2}}}{{{T_1}}} = 16\\
{T_2} = 16{T_1}
\end{array}\]
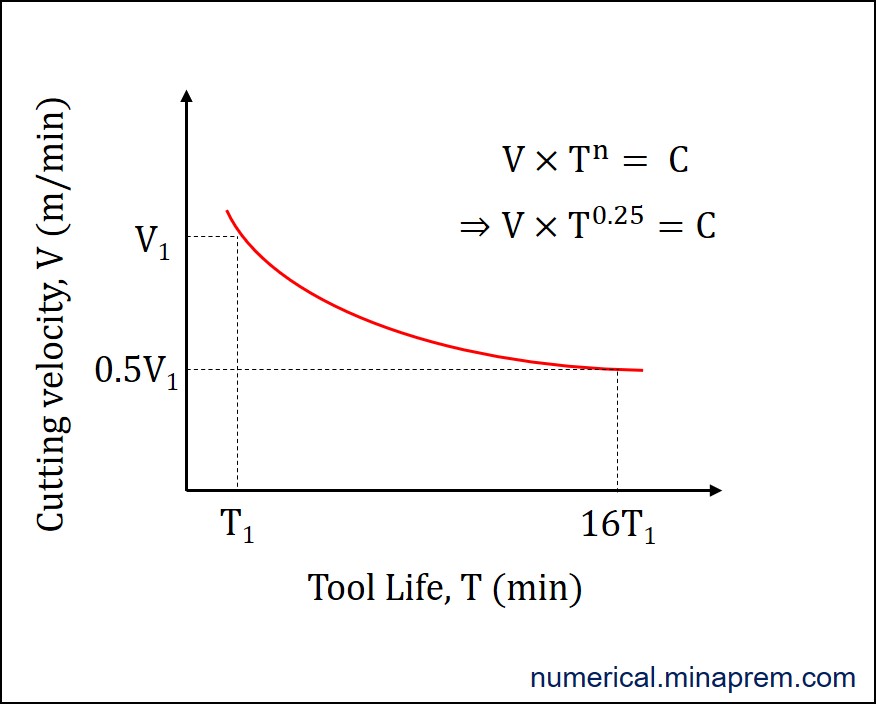
Therefore, the tool life will increase by 16 times of the original value if the cutting velocity is reduced by 50%.
Now the intended solution is obtained. Progressing further for a detailed view, it is not possible to calculate the value of constant C from the given data in question. However, the typical variation of the tool life curve in a V-T plot can be drawn, as shown below.