Machining is one manufacturing process where material is removed from the workpiece with the help of a cutting tool in order to generate desired feature. The overall machining performance depends greatly on the condition of the cutting tool. In this context, a term “Tool Life” is used that is defined as the duration of time within which a particular cutting tool gives satisfactory performance during machining. If a cutter is used beyond its tool life, then overall machining performance is likely to degrade substantially.
This tool life is primarily affected by the (i) chemical and mechanical compatibility between the tool substrate material, tool coating material and workpiece material, (ii) cutting velocity, (iii) feed rate, (iv) depth of cut, (v) tool geometry, and (vi) cutting environment such as dry or flood cooling. While machining a particular workpiece material using a specific cutting tool in a given cutting environment, the tool life varies with process parameters only. Further, if the feed and depth of cut are maintained unchanged, then tool life varies with cutting velocity only. Under such a condition, Taylor’s Tool Life formula can be applied. Tool life degrades when machining is carried out at higher velocity, and vice versa. The widely used Taylor’s Tool Life formula provides a relationship between the cutting velocity and tool life, as expressed below.
\[V\left( {{T^n}} \right) = C\]
V = Cutting velocity (usually in m/min). Its value can typically vary from 20 – 200 m/min.
T = Tool life (usually in min). Its value can typically vary from 10 – 150 min.
n = Taylor’s exponent (a unitless constant). It is usually less than 1.0 (mostly varies in between 0.1 – 0.8). Its value depends on tool material, coating material, workpiece material, permissible flank wear, cutting environment, and coolant properties.
C = Taylor’s constant (a unitless constant). It has very high value, typically in between 100 – 1200. Its value also depends on tool material, coating material, workpiece material, permissible flank wear, cutting environment, and coolant properties.
Conditions for applying Taylor’s Tool Life formula
Taylor’s Tool Life formula is one useful formula to estimate life of a cutting tool when used under varying cutting velocity. Say, you know the life of a particular tool when machined under 50 m/min velocity. From the Taylor’s Tool Life equation, you can easily determine the estimated tool life if the same tool is used for 100 m/min velocity keeping all other influencing parameters and workpiece material unchanged. Accordingly, it can be applied if the following conditions are satisfied.
- Machining operation (such as turning, facing, milling, drilling, etc.) is unchanged.
- Tool substrate material, tool coating material and workpiece material are same.
- Tool geometrical features are also same.
- Feed and depth of cut are unchanged (or their influence on tool life is negligible).
- Cutting environment is unaltered.
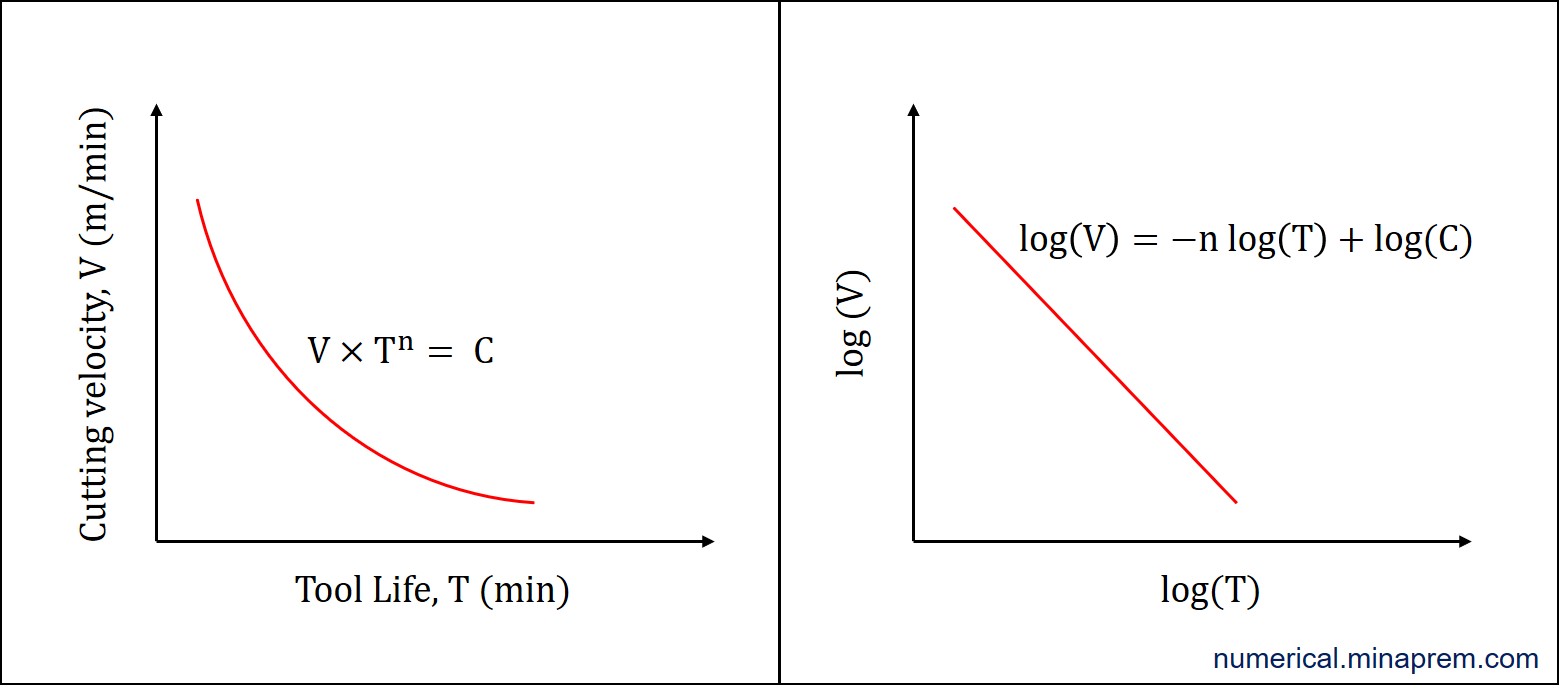
Pattern of variation of tool life with velocity
The Taylor’s Tool Life equation provides relationship between tool life and cutting velocity. Tool Life reduces exponentially with velocity. Accordingly, the logarithmic plot (i.e. the plot for log V and log T) becomes a straight line with negative slop. The slope and Y-intersection depend on the constants (n and C) of Taylor’s Tool Life equation.
\[\begin{array}{l}
V\left( {{T^n}} \right) = C\\
\log \left( {V{T^n}} \right) = \log \left( C \right)\\
\log \left( V \right) + n\log \left( T \right) = \log \left( C \right)\\
\log \left( V \right) = – n\log \left( T \right) + \log \left( C \right)
\end{array}\]
Disadvantage of Taylor’s Tool Life formula
The Taylor’s Tool Life formula considers cutting velocity as the only influencing parameter on tool life. It does not take into account the influences of feed and depth of cut even though the tool life varies considerably with these two parameters. So this formula cannot be applied if feed and depth of cut are not same between two relevant cases. The Modified Taylor’s Tool Life formula is thus developed where influences of cutting velocity, feed and depth of cut are considered.